




- $
構(gòu)展廳設(shè)計(jì)")
襄陽(yáng)共盈鋼構(gòu)(gygjgcj.com)是一家專業(yè)從事襄陽(yáng)鋼結(jié)構(gòu)加工的廠家,歡迎前來(lái)驗(yàn)貨,我們的師傅經(jīng)驗(yàn)豐富,在品質(zhì)上有保障,在襄陽(yáng)鋼結(jié)構(gòu)價(jià)格上有優(yōu)惠,歡迎砸單。

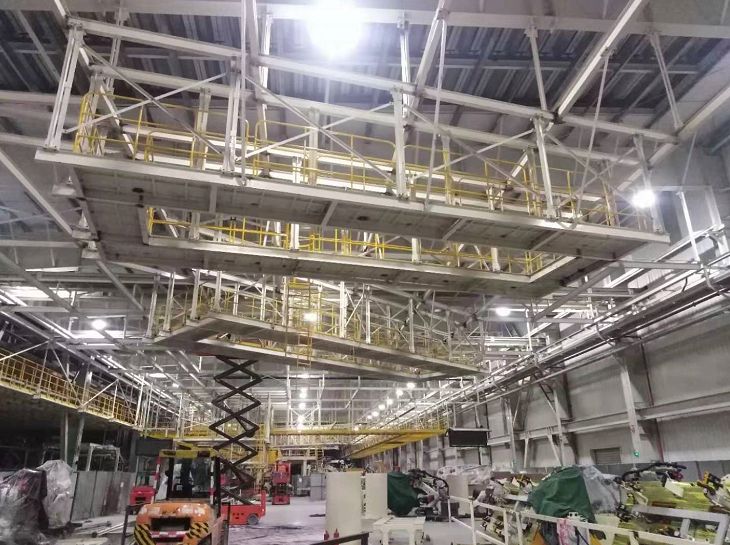
在襄陽(yáng)鋼結(jié)構(gòu)的焊接過(guò)程中,如果焊接方法不正確,將會(huì)導(dǎo)致襄陽(yáng)鋼結(jié)構(gòu)建筑出現(xiàn)缺陷。其中,常見的六大缺陷有熱裂紋、冷裂紋、層狀撕裂、未熔合及未焊透、氣孔和夾渣,今天,我們就看看這些缺陷是如何形成的。下面襄陽(yáng)鋼結(jié)構(gòu)廠家將為大家詳細(xì)介紹鋼結(jié)構(gòu)焊接的六大常見缺陷。
第 一,熱裂紋。其基本特征是在焊縫的冷卻過(guò)程中產(chǎn)生。其產(chǎn)生的主要原因是鋼材或焊材中的硫、磷雜質(zhì)與鋼形成多種脆、硬的低熔點(diǎn)共晶物,在焊縫的冷卻過(guò)程中,最后凝固的低熔點(diǎn)共晶物處于受拉狀態(tài),極易開裂。
第二,冷裂紋。由焊接而產(chǎn)生的冷裂紋又稱延遲裂紋,其所具有的主要特征為通常在200℃至室溫范圍內(nèi)產(chǎn)生,有延遲特征,焊后幾分鐘至幾天出現(xiàn)。其產(chǎn)生的主要原因與鋼材的選擇、結(jié)構(gòu)的設(shè)計(jì)、焊接材料的儲(chǔ)存與應(yīng)用及焊接工藝有密切的關(guān)系。
第三,層狀撕裂。其主要特征表現(xiàn)為當(dāng)焊接溫度冷卻到400℃以下時(shí),在一些板材厚度比較大,雜質(zhì)含量較高,特別是硫含量較高,且具有較強(qiáng)沿板材軋制平行方向偏析的低合金高強(qiáng)鋼,當(dāng)其在焊接過(guò)程中受到垂直于厚度方向的作用力時(shí),會(huì)產(chǎn)生沿軋制方向呈階梯狀的裂紋。
第四,未熔合及未焊透。兩者產(chǎn)生原因基本相同,主要是工藝參數(shù)、措施及坡口尺寸不當(dāng),坡口及焊道表面不夠清潔或有氧化皮及焊渣等雜物,焊工技術(shù)較差等。
第五,氣孔。按其產(chǎn)生形式可分為兩類,既析出型氣孔和反應(yīng)型氣孔。析出型氣孔主要為氫氣孔和氮?dú)饪祝磻?yīng)型氣孔在鋼材即非有色金屬的焊接中則以CO氣孔為主。析出型氣孔的主要特征是多為表面氣孔,而氫氣孔與氮?dú)饪椎闹饕獏^(qū)別在于氫氣孔以單一氣孔為主,而氮?dú)饪讋t多為密集型氣孔。焊縫中氣孔產(chǎn)生的主要原因與焊材的選擇,保存與使用,焊接工藝參數(shù)的選擇,坡口母材的清潔程度及熔池的保護(hù)程度等有關(guān)系。
第六,夾渣。非金屬夾雜物的種類、形態(tài)和分布主要與焊接方法、焊條和焊劑及焊縫金屬的化學(xué)成分有關(guān)。
從以上鋼結(jié)構(gòu)焊接的六大常見缺陷可以看出,焊接人員在以后的焊接中要嚴(yán)格把關(guān)好焊接工作。
相關(guān)產(chǎn)品



相關(guān)文章
- 襄陽(yáng)鋼結(jié)構(gòu)在施工前需做好前期處理工作2020年01月10日
- 襄陽(yáng)鋼結(jié)構(gòu)廠房雨棚有多牢固2020年01月13日
- 襄陽(yáng)鋼構(gòu)廠分析鋼結(jié)構(gòu)的特點(diǎn)2020年01月13日
- 襄陽(yáng)鋼構(gòu)廠家共盈鋼構(gòu)的介紹2020年01月13日
- 襄陽(yáng)鋼構(gòu)廠家分析鋼結(jié)構(gòu)的制作2020年01月14日
